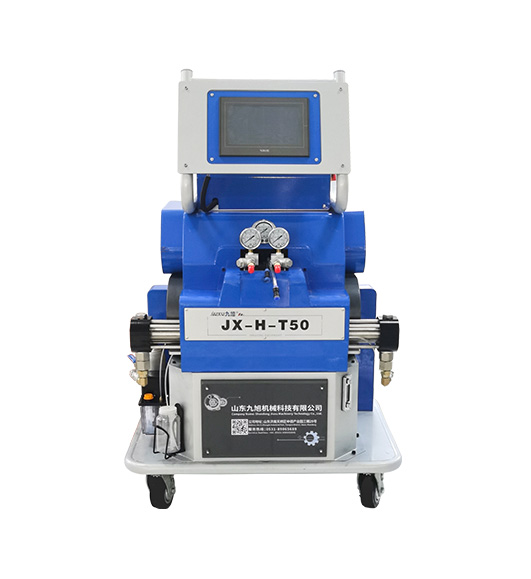
多條線冰箱聚氨酯發泡設備
作者:九旭機械 更新時間:2018-05-15
目前,一般冰箱廠大多采用轉盤型發泡設備進行冰箱絕緣層的加工,與美國Cannon多條線發飽相比,則存在以下缺點。
1.當冰箱生產量提高時,由于轉盤上已固定模子,為修改擴大轉盤,必須暫停生產,如果工廠冰箱產量逐年上升,轉盤式發泡設備也須不時停工擴建。在生產不同式樣冰箱時,整個轉盤需停下以便逐只更換模具,缺乏生產上的靈活性,舊式轉盤發泡設備在每次選定一款式模子后需大量生產后再換模,嚴重影響了冰箱產品多樣化。
")
新式的Cannon多條線發泡設備克服了上述缺點,可按需求增擴生產線而不中斷生產,當每條線要換一個模具時,只需半小時。這是因為每條線上的模壓是多元式的,可根據要求對模具的長度與寬度進行調節,更換內模時,也很方便省事,例如:一條線在生產100升冰箱,現要改為生產200升冰箱,則在后一只100升冰箱注射完后仍停在內模時,按動白動開鎖開關松開內模,離模時間一到,此100升冰箱與其內模同時被輸送裝置送出,新送人的內部裝有內模的20。升冰箱被送進,注射聚氨酯發泡料前,內模已被自動上鎖夾住在模壓上端。離模時,該20。升內模已鎖壓在模壓上端,即可繼續生產第二個200升冰箱。
2.隨著聚氨酯發泡料的不斷改進,原料離模時間也逐步縮短,但對轉盤式來講,較快的離模速度也無法改進提高生產效率,而對Cannon多條線生產離模時間縮短一半,則生產增加一倍。
3.使用轉盤式發泡設備時只用一支注射槍頭,在槍頭或轉盤系統發生故障時,會使全部工廠停產。而Cannon多條線發泡生產則使用一臺高壓發泡機,初期可先安裝一支槍,逐漸擴充到多支槍,擴充槍數時不需增加機器,并可進行各線保養,不影響他線生產,同時Cannon多條線不采用轉盤式的半圓形長烘爐,而在模壓前裝上一個小烘爐,生產靈活性大,節省能源。
4. Cannon多條線發泡加工克服了轉盤式發泡經常發生聚氨酯發泡料漏出及密度不均甚至出現氣泡等現象。轉盤型發泡采用發泡料自上向下注射方法,發泡時,由于中間流過的部分料與底部流人料一起發泡時,中間料發泡(部分料)會阻止下部料的發泡上升,引起冰箱底部發泡料比上面的密度高,另外由于發抱由左,右兩側向上升時在接口處時有氣泡生成,降低了冰箱絕熱層的絕熱效果(見圖1) a Cannon多條線發泡則采用自下向上的注射方法:把冰箱倒置放人模內,注射方向如圖2所示,??烧{高12度角度,其調高速度、角度恰好讓液體平均分布到冰箱隔熱層內,當液體到達冰箱隔熱層內端時一起發泡,當發泡上升到頂端(門處)時,發泡壓力已降到嚴格地講,洗滌過程包括洗凈和漂洗過程。洗滌中常用的漂洗方法有貯水漂洗、溢水漂洗、脫水漂洗。前兩種方法在手工洗滌,洗衣機洗滌時經常用到,脫水漂洗是近幾年隨洗衣機的發展出現的新方法。
本文鏈接多條線冰箱聚氨酯發泡設備 http://www.hot-lcd.com/p/231.html



.jpg)